Productos
Segunda mano
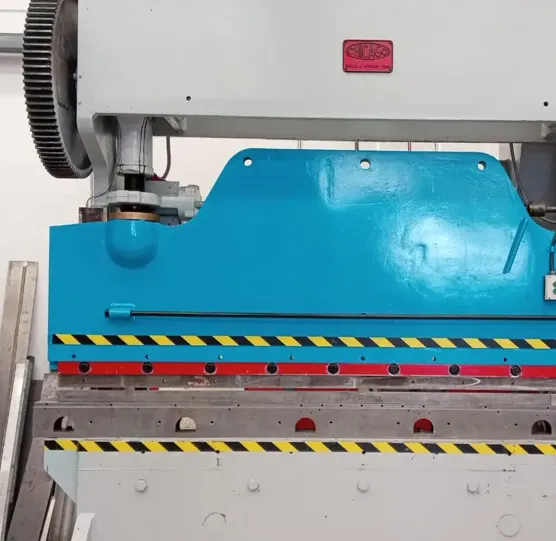
Dobladora de metal hidráulica
Solución de doblado para fabricación y mantenimiento industrial
Dobladora de metal hidráulica para formar piezas con fuerza controlada y alta precisión
Diseñada para doblar lámina y perfiles con estabilidad, control y repetibilidad. Esta guía te ayuda a definir capacidad, configuración y criterios técnicos antes de cotizar.
Qué vas a decidir aquí
- Tonelaje real según material, espesor y longitud.
- Longitud útil, carrera, abertura y velocidad.
- Control NC/CNC, ejes y repetibilidad.
- Seguridad, instalación y mantenimiento.
Fundamentos
Cómo funciona una dobladora de metal hidráulica
Una dobladora de metal hidráulica (comúnmente prensa dobladora) genera fuerza mediante un sistema hidráulico que acciona el pisón/ram para conformar el material sobre un dado. El control del recorrido y la presión permite obtener dobleces repetibles en diferentes longitudes y espesores, dependiendo del tonelaje y la configuración.
Componentes clave
Nota: el desempeño final depende de la combinación máquina + herramental + material + proceso.
Qué define la capacidad práctica
- Tonelaje disponible y su reparto por longitud.
- Longitud útil y deflexión de mesa/ram.
- Abertura del dado (V) y radio resultante.
- Material (resistencia) y espesor.
- Backgauge (topes) y número de ejes.
- Control NC/CNC y compensaciones.
Selección
Cómo estimar tonelaje y dimensiones de trabajo
Checklist rápido de especificación
Errores comunes al elegir una dobladora de metal hidráulica
- Dimensionar sólo por tonelaje total y olvidar tonelaje por longitud efectiva.
- No considerar deflexión en dobleces largos (variación de ángulo al centro).
- Subestimar la necesidad de coronamiento/compensación en trabajos repetitivos.
- Elegir una V “por costumbre” sin validar radio interno y calidad superficial.
- No contemplar carrera, abertura y luz para piezas profundas o con retornos.
Datos que conviene tener listos
| Dato | Ejemplo de captura |
|---|---|
| Material | Acero al carbón / Inox / Aluminio |
| Espesor | mm o calibre |
| Longitud de doblez | mm o m |
| Tipo de doblez | Aire / Bottoming / Acuñado |
| Radio interno objetivo | R (según diseño) |
| Volumen | Prototipo / Lotes / Producción |
| Repetibilidad | Tolerancias por pieza |
Configuración
Control, ejes y herramental: lo que impacta la precisión
NC vs CNC (visión rápida)
- NC: configuración más simple; útil para series cortas con geometrías menos complejas.
- CNC: programación, memoria de trabajos, compensaciones y mayor repetibilidad para producción.
- Ejes: más ejes en backgauge y control del ram permiten controlar dobleces, conos, radios y secuencias.
- Compensación: ajustes para variaciones por material, lote, desgaste o deflexión.
Herramental (punzón/dado) y calidad de doblez
Buenas prácticas: documentar parámetros, validar primeras piezas, y usar calibraciones periódicas de topes y sensores.
Señales de que necesitas más control (o más ejes)
Operación
Instalación, seguridad y mantenimiento (criterios de compra)
Requisitos típicos de instalación
- Espacio y maniobra: acceso para carga/descarga y herramental.
- Cimentación y nivelación: estabilidad para repetibilidad y seguridad.
- Energía: verificación de tensión, protecciones y capacidad eléctrica.
- Hidráulico: condiciones del aceite, filtración y control de temperatura.
- Capacitación: procedimientos de set-up, seguridad y calidad.
Seguridad: qué revisar en la especificación
Considera disponibilidad de refacciones, soporte técnico y manuales, especialmente si la operación es continua.
Indicadores para comparar propuestas
Preguntas frecuentes
FAQ sobre dobladora de metal hidráulica



Estos productos podrian interesarte